


The word “diamonds” is inevitably associated with the concept of “big bucks,” but like many other things about diamond grinding, this is something of a misconception. Diamond grinding can be completely competitive if you know how to do it.
Until recently, most people in the concrete industry have thought of diamonds only in terms of polishing. More mundane tasks, like removing coatings or prepping a stained and chipped surface for a new coating or microtopping, are easier to associate with brute-force methods. There’s a certain irony in this perception, since concrete polishing came about because of the availability of machines designed for grinding.
Hard choices
Concrete is a hard material by design, and changing its surface requires force. Mark Elliott, a sales manager for Superabrasive Inc. in Atlanta, Ga., puts it this way: “Anytime you grind or shot blast, you’re doing damage, but it’s controlled damage.” The old methods use vertical force. Shot blasters fire a steel shot downwards, hammering the concrete. Scabblers pound up and down with tungsten carbide tips. Scarifying rotates a series of carbide tips downwards like a soil cultivator digging into a field. They all strike vertically to fracture the top layer or break through the coating, and the concrete they leave behind is also microfractured. These methods are very aggressive, and each one has only a narrow range of profiles it can achieve.

Grinding wears away a hard surface by cutting across it with something harder. Diamonds are the hardest natural substance known, and their edges scratch into the surface while moving parallel with it. The size of the diamonds determines the depth of the scratches. The International Concrete Repair Institute (ICRI) defines 10 levels of Concrete Surface Profiles (CSP) from acid etching to milling. Diamond grinders can produce all of them.
Grinding is done with the same machine as diamond polishing. Most grinders use three or more spinning heads in a planetary arrangement: The discs spin on their axes in one direction, but their axes also orbit around a central point in the other direction, like rotating planets orbiting the sun. This produces a very even pattern across the entire path of the grinder. “You get a very flat, monolithic surface,” says John Abrahamson, president of HTC Professional Floor Systems. “You get a beautiful floor — you remove all the imperfections.”

Diamonds aren’t forever
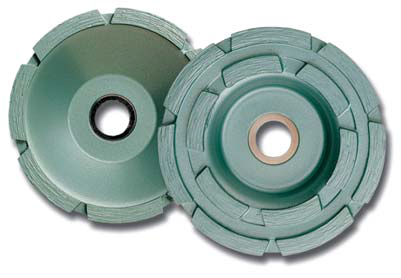
There’s a wide variety of abrasive tools. The diamonds may be fixed directly to discs or cup-wheels, or attached to interchangeable segments. The diamonds themselves can be a single layer, attached either by electroplating or a pressurized brazed system (PBS), or they can be mixed in a matrix that gets gradually worn away. A metal matrix is used for grinding grits, plastic or resin for polishing.
In all cases, the diamonds work by wearing down. Crystals break, exposing new, sharp edges for cutting. In a matrix, diamond chunks eventually fall out and the metal holding it quickly wears away, exposing fresh diamonds. This is one reason to pay more for better diamonds. Low-grade diamonds break off in slivers that get caught under wheels and dig deeper scratches than desired. Good diamonds break in chunks, get swept away, and leave sharp edges to do fresh cutting. But the bigger the chunks, the faster they fall out. “A 6-grit diamond will probably last 5,000 to 8,000 square feet,” says Kyle Wiggins, who does sales and marketing at Innovatech Products & Equipment, Everett, Wash. “A 60-grit to 80-grit diamond will last 15,000 to 20,000 square feet.”
 |
 |
|
|
|



The exception is a recent innovation called a polycrystalline diamond, a very hard, highly aggressive, multipointed, man-made diamond attached to a tungsten carbide holder. It costs considerably more but can outlast some ordinary diamonds by a factor of 10. “Polycrystalline diamonds take you to the whole next level,” comments Wiggins. The first polycrystalline was equivalent to 6-grit or coarser, producing a profile almost like a milling machine. In the last few months, Innovatech has introduced smaller-grit poly segments that replace ordinary diamonds but can last 40,000 to 50,000 square feet.
Diamond grits are classed like sandpaper, with the exception that diamonds are usually expressed as a range, 6-grit to 8-grit being the coarsest available. Matrix material comes in different kinds of hardness for different types of concrete, although the application is somewhat counterintuitive. Softer concrete — 1,500 psi to 3,000 psi — is ground with very hard-matrix tooling, so the dust won’t eat away the matrix too quickly. “If the metal is too soft, it releases the diamonds before they’re used up, so you cut service life,” explains Abrahamson. Conversely, grinding very hard concrete produces so much heat that the diamonds break off soft instead of rigid, becoming one solid sheet with the matrix, a process called “glazing over.” It needs a softer matrix, so that glazed-over diamonds will fall out more quickly, keeping you cutting effectively.
“When they power-trowel the floor, it may be too hard to be ground,” notes Wiggins. “You might have to use a shot blaster or scarifier to open the concrete up.”

A beautiful profile
The greatest advantage of diamond grinding is the quality of the job. A diamond-ground profile is far more consistent than a shot blast. There is no “blast pattern,” no hot spots, no lightening of the cut at the edges of the grind path. The grind profile is totally even. “The shot blaster digs ditches that consume a lot of that coating,” comments Joe Cooper, national sales manager for the Stone & Concrete Systems division of Gran Quartz in Tucker, Ga. “When the proper diamonds are used, you use less coating and you get the proper adhesion.”
And you don’t have to have specialized training to use a diamond grinder. “You need a more trained worker with a shot blaster, because you can do a lot of damage to a floor with ‘cornrows’ or ‘zebra stripes’ if the operator overlaps passes,” notes Wiggins. “You can put almost any laborer behind a diamond grinder.” Grinders can typically work right up to a wall; a shot-blaster often leaves several inches untouched, which then have to be worked with a hand grinder or a special edging machine. “Our customers who’ve done shot blasting say they prefer the diamond surfacing,” says Dennis Stoscher, vice president of engineering and co-owner of Leitch & Co. and Intertool, located in San Leandro, Calif. “It’s a whole lot smoother and you get just as good a grip. Fifty-grit will give you a tenacious surface for a coating or topping.”
The grinding machine is also versatile. Different tooling provides different profiles, and the desired profile can often be achieved in a single pass. It can resurface old concrete, or remove coatings, paint, mastic, and almost anything but steel bolts. Innovatech makes a plate with spring-loaded diamonds that can take coatings out of low spots without having to grind the entire surface down to meet the lowest areas. The floor can be changed to a rougher or smoother profile and even restored to a surface emulating a power-troweled finish. With more passes, it can be polished to a mirror-like surface using the same machine. The machine investment is very efficient, and can open up new lines of business for a contractor.
“I don’t know of a situation where I wouldn’t want to use diamond grinding,” says Cooper. “It used to be with some of the thicker coatings or carpet glue, it would ball up under the diamonds. But now, with the polycrystalline diamonds, that’s not a problem.”
Contractors have innovated in the field, too. One technique involves mixing two different diamond grits on the same disc. By alternating 6-grit with 16-grit-to-18-grit segments, they get the faster cutting of the coarse grit, but a finish almost as fine as the smoother grit.
“Diamond grinding is much more environmentally friendly than any other method,” Abrahamson says. Unlike acid etching, there are no hazardous chemicals involved. The dust from dry grinding can be disposed of legally in all 50 states. The machine is relatively quiet, too.
Show me the money
The calculation of cost effectiveness is tricky because it involves so many factors — machine price, tooling price, work speed, maintenance downtime, labor rates — but most experts seem to agree that diamond grinding is generally a good deal.
Relative to other machines, grinders are cheap, ranging from a 12-inch machine with vacuum extractor for about $7,500 to a 36-inch, 4-head remote-controlled powerhouse for about $37,000.
The consumables, or diamonds, are not cheap. Because there is such a wide variety of tooling, price generalizations are impossible. Cup wheels run $80 to $150 per wheel. A plate that takes up to six segments can also be run with only three, so a four-head machine might take anywhere from $500 to $1,500 to equip with one grit of diamonds.
Ultimately, the figure that matters is the cost per square foot, and this is where diamonds shine. The high price up front gets a lot of use. Ordinary diamonds last long enough to get the cost down into the range of $0.05 to $0.06 per square foot. Polycrystalline diamonds, while more expensive, are so long-lasting that they bring the cost down even further.
“The cost of tooling is minimal,” Abrahamson says. “The biggest cost is labor.” Relative job speed depends a great deal on the particular job. Grinders typically cut a wider path than other machines, needing fewer passes to cover the floor, but they’re not as fast. When simply grinding exposed concrete, a shot blaster might be as fast or faster. But if taking a 30-mil coating off the same floor, the shot blaster could take five times as long. “You might have to do two or three passes,” says Wiggins, “or you might need to blast so hard you have to diamond grind it afterwards.”
Shot blasters and scarifiers also have long downtime for complicated maintenance, and need well-trained workers to utilize them. Grinders are low-maintenance and the tooling can be changed very easily and quickly. Grinders also can be used by less-trained laborers.
There’s general agreement that the final cost of a job is as low or lower using diamonds. Combine that with the more uniform, more reliable finished surface, and it would definitely seem that diamonds have the edge.
Experts Weigh in on Wet vs. Dry Polishing
When it comes to diamond grinding, the choice between wet and dry grinding is probably the biggest area of controversy.
John Abrahamson, HTC Professional Floor Systems
“Dry is preferable because you can see your work and it’s environmentally friendly.” He adds: Wet ground slurry is classed as hazardous waste in many states and must be dried out before it can be disposed of legally.
Mark Elliott, Superabrasive Inc.
“It’s not much of a debate. Always wet if you can. The diamonds keep themselves cleaner, cooler, they last longer. Dry takes up to one third longer.”
Joe Cooper, Gran Quartz
“Dry is absolutely the way to go. With wet, you can easily do more work than you need to. Also, there’s the labor of cleaning up the mess. Diamonds that are made for dry grinding last just as long.”
Dennis Stoscher, Leitch & Co. and Intertool
“We like to run wet. Wet extends diamond life by a factor of three to four times. You get a better surface with no fissures in substrate.”
Kyle Wiggins, Innovatech Products & Equipment
“The trick is to figure out what kind of concrete you have. What grit to use wet, when to switch to dry. If you grind 40-grit wet and then switch to 60-grit-to-80-grit dry, it won’t take out the 40-grit scratch marks. You have to grind 40-grit wet, then 40-grit dry, then 60-grit-to-80-grit dry.
“Dry is always going to be easier. The vacuum sucks up the dust and you see the exact profile and the exact removal. But there are situations where you’ll have to cut wet. For harder concrete, with the glazing over of the diamonds, wet is better. You dissipate heat, the diamonds stay cooler, cut better, last longer. The same 40-grit diamond will cut deeper wet than dry.
“In Florida, where they use a lot of shell in the concrete and it’s soft, they’ll probably never have to go wet in their life. Go up into the mountains where they use a lot of river rock and granite in the concrete and the guys could never dry-grind if they wanted to.”
Innovatech gives free classes in grinding to help make these choices.











