



Concrete is a fantastic material with which to work and design. It is one of the few building materials we can create and control to suit our wants and needs. Mix design, reinforcing technique and casting method are interrelated and influence everything from performance, cost and ease of fabrication to aesthetics and transportability. This article will focus on the different concrete countertop casting methods used to shape concrete and how to determine which method to use.
First, it’s important to understand the term “casting method.” This is simply the process of placing the concrete. However, mix design, consistency, mold-making techniques and the finished look are all influenced by this choice, so any discussion of casting method leads to a discussion of all these topics.
The most common casting methods are:
- Cast-in-place
- Precast:
- Wet cast
- Hand-packed
- Sprayed
- Troweled
Cast-in-Place

Some people call it pour-in-place, but the cast-in-place method involves forms built on top of cabinets or supports, and concrete that’s placed and finished on site. The process is similar to conventional concrete: Concrete is delivered to the site or mixed on site, placed in forms, spread, consolidated (usually with stinger vibrators), struck off, floated and then usually hard-troweled.
While cast-in-place could conceivably be used for many types of countertop projects, it is best suited for large-scale projects that require a seamless look and would be difficult or impossible to transport or install.
Since cast-in-place projects are not moved, reinforcing is not as critical as with precast. Cast-in-place uses a lot of conventional concrete techniques. The forming, placement, vibration and troweled finish are similar to conventional concrete. Mix design for cast-in-place concrete countertops is also similar to conventional concrete. In fact, ready-mix can be and often is used. For these reasons, many contractors with a background in concrete flatwork or decorative concrete often do cast-in-place.

Cast-in-place can be a challenge for those who do not have concrete finishing experience, because troweling skill dictates the final quality of the countertop. The aesthetic demands of a kitchen countertop, bathroom vanity, fireplace or other architectural feature are far more stringent than for a sidewalk or patio.
Additional factors to consider
Other important factors to keep in mind are that casting on site does not allow as much control as precasting in your shop. There may not be climate control in the building, which means you must make special provisions for curing. There is a risk of damage from other trades.
Cast-in-place is also risky in terms of damage to the job site—imagine getting concrete all over a customer’s $50,000 kitchen cabinets!
Cast-in-place is almost always troweled. However, exposed aggregate is possible. Exposing aggregate is best done with wet grinding rather than dry grinding. Wet grinding can be done only if you can cast the concrete very early in the project process and the job site is essentially waterproof.
A great example of this is a bartop I made in the Cayman Islands. The client wanted a very large, very thick, seamless bar. However, he also wanted a large amount of exposed decorative aggregate including stone, glass, glow-in-the-dark aggregate and shells. Casting in place very early in the project, when only a concrete subfloor and concrete base wall for the bar were in place, was the solution
Precast

Precast simply refers to concrete cast off-site, usually in a shop, and transported to the job site to be installed. Within this broad category, there are several actual casting methods, but in general, precast methods allow more control and less risk to the unfinished work than cast-in-place. It also allows for a wider variety of finished looks. Next, let’s explore each precast casting method.
Wet Cast
Wet casting can be used to create castings that pick up surface details. The concrete is made to be highly fluid, to ensure both great casting detail and that the molds get completely filled without voids or honeycombing. Fresh concrete is poured into the open molds or forms, so the concrete flows out to fill the mold and encapsulate suspended steel reinforcing (if it’s used).
Wet casting usually uses vibration to assist in fluidizing the concrete, allowing complex and intricate molds to be filled, quickly creating very detailed pieces. For example, wet casting against plywood that has been soaked to raise the grain then sealed with several coats of wood polyurethane sealer will exactly duplicate the plywood texture. Wet casting against a perfectly smooth surface will create a smooth, shiny concrete surface.
This casting technique leaves a very fragile cement cream layer that’s literally eggshell thin. And, no matter how much you vibrate, a few tiny pinholes will be lurking just below that fragile surface. Unless I’m trying to create a surface texture such as the ones described above, I prefer to lightly hand-sand wet-cast pieces, then inspect and fill any pinholes.
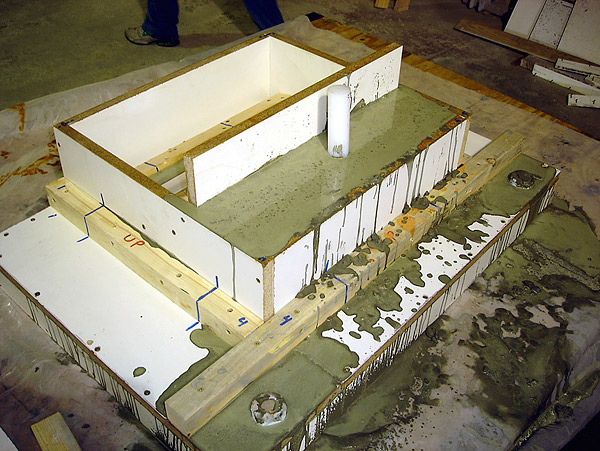
The biggest disadvantage of wet casting is the mold must be essentially a bottle. It must be a watertight, two-sided shape that will contain a liquid in the exact shape you’re trying to create. This can result in some very complicated molds. And, in the case of a deep “bottle” such as the mold for a wet-cast wall, the pressure exerted by the concrete in the mold can be extreme and require a lot of bracing. One-sided molds are much easier to create. Two precast methods allow for one-sided molds: hand-packed and GFRC.
Hand-Packed
The most recognizable use of the hand-packing technique is the Buddy Rhodes style of creating fissures and voids that are then filled in with a coordinating or contrasting color. This signature style is called “hand pressed.” Using a zero-slump mix makes creating this look easy.

The mix used for hand-packing can be:
- very dry all-sand mix, that is then steel-reinforced
- more claylike, all-sand mix such as the Buddy Rhodes Concrete Products mix that is then steel-reinforced
- GFRC face-coat mix made stiff and claylike simply by using less water, and then followed with GFRC backer coat
While there are subtle differences in the details of the hand-packing method with the three mixes, the overall technique is to use your hands to form “meatballs” or “hamburger patties” of concrete, and place those handfuls of concrete in the mold either overlapping or next to each other, leaving voids between them. To achieve a natural look, it is best to make the shapes random, or your finished piece will end up looking polka-dotted.
After placing the handfuls, follow with more mix or backer, taking care not to fill in the voids. Depending on the application, the voids in the finished piece may or may not be filled in with a cement grout.
Sprayed
 Glass fiber reinforced concrete (GFRC) is now a very popular method for creating concrete countertops, fireplaces and more. Typically, you create the visible surface of GFRC by spraying a fluid, fine, sand-based mix into the molds to create a thin layer. We call this the mist coat. Then apply a fibrous backer coat. This provides the strength and flexibility that GFRC is good for.
Glass fiber reinforced concrete (GFRC) is now a very popular method for creating concrete countertops, fireplaces and more. Typically, you create the visible surface of GFRC by spraying a fluid, fine, sand-based mix into the molds to create a thin layer. We call this the mist coat. Then apply a fibrous backer coat. This provides the strength and flexibility that GFRC is good for.
If you spray properly, it is easy to achieve a surface with little or no pinholes. A sprayed surface picks up all of the details of the casting substrate, just like wet cast. Unlike wet cast, spraying allows you to use a one-sided mold.
A further advantage of GFRC is it allows you to create very thin pieces. These pieces are typically 3/4-inch thick, which makes them lightweight. And, GFRC has very high flexural strength without having to place steel reinforcing, which can be quite difficult for complex shapes. This makes GFRC ideally suited to three-dimensional concrete creations.
 GFRC is not limited to a sprayed finish. It is possible to create a thicker visible layer, called a face coat. The face coat can contain aggregate that you expose, or it can be hand-packed. It is even possible to wet cast GFRC using a technique called direct casting that uses a fluid backer mix and vibration. The most typical casting method for GFRC, though, is spraying.
GFRC is not limited to a sprayed finish. It is possible to create a thicker visible layer, called a face coat. The face coat can contain aggregate that you expose, or it can be hand-packed. It is even possible to wet cast GFRC using a technique called direct casting that uses a fluid backer mix and vibration. The most typical casting method for GFRC, though, is spraying.
Usually when one thinks of precast, one thinks of casting so that the finished face of the piece is the surface of the mold. Strip the mold flip the piece over to process the finished face. However, it is possible to precast right side up and trowel the finished surface. This provides the beautiful, leathery look of a troweled surface, without the disadvantages of cast-in-place.
Troweled
This article explained the most common casting methods, but there are as many casting techniques as there are artisans. Some artisans use overlays and create colors and patterns by blending different color mixes, for example. The project’s constraints or personal preference dictate the casting method you choose.

Jake Brady Concrete by Design in Florida uses GFRC exclusively to create massive, seamless pieces. When asked why he uses GFRC rather than cast-in-place for these huge pieces, Brady says, “Because I can. I like a challenge, and I don’t do cast-in-place. Cast-in-place is a different animal, requiring a whole different skill set.”
Professional concrete countertop makers should have a wide variety of casting methods in their toolbox. Doing this allows them to choose the right method for them and the project. In turn, this creates endless possibilities for functional concrete art.
Concrete Countertop Casting Materiasl
Offered by Concrete Decor Store Z Aqua-Thane M35 Countertop Sealer
Z Aqua-Thane M35 Countertop Sealer
by Concrete Countertop Solutions Z Aqua-Thane G40 Countertop Sealer
Z Aqua-Thane G40 Countertop Sealer
by Concrete Countertop Solutions










