


At first, glass-fiber reinforced concrete sounded over the top to Tommy Cook of Absolute ConcreteWorks LLC in Poulsbo, Wash. He hated the idea when he first heard about it. “I had no desire to mess with it,” says the self-proclaimed “traditional, hardcore concrete guy.”
“He wasn’t being hardheaded – he was being true to his roots,” chimes in his partner, Steve Silberman. He had to coerce Cook into trying GFRC.
 That was more than three years ago. Today, the pair estimates that GFRC encompasses about 80 percent to 90 percent of their work.
That was more than three years ago. Today, the pair estimates that GFRC encompasses about 80 percent to 90 percent of their work.
“Once I got my arms around it and understood its capabilities, I was hooked,” Cook says. There was a learning curve involved and hurdles to be cleared, he concedes, but now, “I think it’s the coolest concrete out there. It’s really the only way to go when it comes to precast.”
A short primer
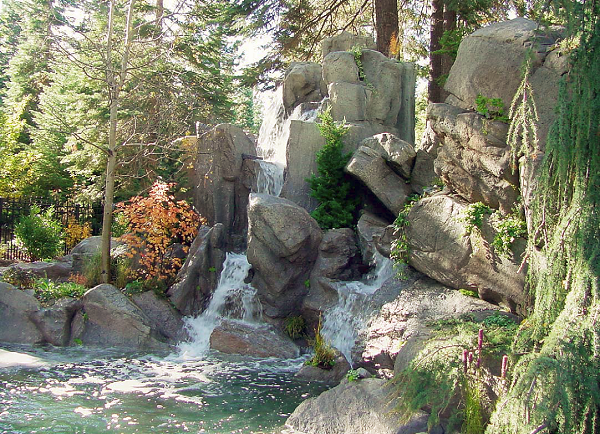
For the past 30 years, GFRC has primarily been used to make architectural precast cladding panels. But it’s also used in myriad ornamental treatments, such as domes, statues, columns, crowns and fireplace surrounds. Contractors also have been using the super-strong mix for many years to create artificial rocks, water features and cliffs.

Within the last two years, GFRC use has also become a hot trend with concrete countertops, says Tom Fischer, owner of Fishstone, Concrete Countertop Supply, in Huntley, Ill. “Anything you can make out of concrete, you can make out of GFRC. Its main advantages are that it’s lighter, faster and stronger (than traditional precast). Where wet-cast concrete needs a seven-day wet cure, with GFRC you can demold it after only 24 hours of casting.”
 GFRC is mostly a precasting material – it’s rare for someone to do GFRC cast-in-place work. Also, GFRC is not a new material. It’s been available in this country since the mid- to late 1970s, notes Mike Driver, Nippon Electric Glass America’s division manager for its alkali-resistant (AR) glass department.
GFRC is mostly a precasting material – it’s rare for someone to do GFRC cast-in-place work. Also, GFRC is not a new material. It’s been available in this country since the mid- to late 1970s, notes Mike Driver, Nippon Electric Glass America’s division manager for its alkali-resistant (AR) glass department.
GFRC can be mixed and spray-applied using a rotor/stator pump and concentric chopper gun. It can also bse hand-laminated or sprayed as a premix using a peristaltic pump and premix spray gun.

The AR fiber content in premixed GFRC is around 3 percent, incorporating 1/2-inch, 3/4-inch or 1-inch fibers in a slurry mixture. The GFRC applied with two pieces of equipment, one chopping the fiber, has more AR fiber content – 4 percent to 6 percent, with lengths of 1 1/4 to 1 1/2 inches. Most decorative contractors in precast production hand-pack premixed GFRC. The equipment required to spray GFRC is much more expensive than just packing by hand. Sometimes scrim, a glued-together fiber fabric, is used for additional flexural strength on or near areas where tensile forces are the greatest (i.e., the areas most likely to crack), Driver says.
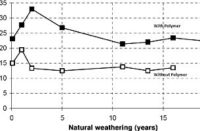
GFRC-cast products are thin compared to traditional wet-cast concrete pieces, anywhere from 1/4 inch to 1 inch thick for GFRC compared to 3 to 6 inches for regular concrete. Although GFRC is considerably lighter than precast concrete (8.3 pounds per square foot at 3/4 inch thick compared to 75 pounds per square foot of concrete at 6 inches thick) the flexural strength is about five times greater, Driver says. This is due to the addition of glass fibers.
GFRC use in the decorative concrete industry has recently surged among small business owners, agrees Hiram Ball, owner of Ball Consulting Ltd., a long-time GFRC material, technology and training supplier based in Ambridge, Pa. However, he says, GFRC has been used in the countertop industry for the past 15 to 20 years.

Thanks to advances in technology and materials, Ball predicts GFRC will continue to gain ground in the solid-surface market. “We’ve come up with fast-setting, all-in-the-bag mixes that can incorporate natural or synthetic aggregates and will demold in two hours or less,” he says about his company’s Fast Stone line. “And we have developed the equipment to process the mixes continuously at throughputs in the 100 to 120 pounds-a-minute range. By removing the batch-mixing scenario with a fast-setting matrix, we can broaden the possibilities of the market.”
There are also more aesthetic options for GFRC users today, Ball says. “We can incorporate pigments, aggregates and fillers in the mix and spray complex shapes while still maintaining a thin overall cross-section of the part being molded. People are starting to pick up on GFRC’s design flexibility.” And with more sophisticated sealers coming to market, he continues, “the real or imagined problem with concrete countertops staining and scratching has been taken off the argument list. New sealers are opening new doors for GFRC applications.”
 premixed GFRC, a mix that can also be used to make countertops. |
|
 applications show in the finish. The result can be seen here. |

The basics and beyond
Purchasing equipment for high-volume GFRC production can be expensive, but you can start simply. “An air compressor, a drywall hopper, a handheld mixer and a 5-gallon bucket are really all you need to get started,” says Brandon Gore, owner of Gore Design Co. in Tempe, Ariz., a company known for its exquisitely crafted sinks. “We’ve run a successful company for five years using some very simple tools that we’ve adapted for our (GFRC) work.”
For most decorative applications, a thin mist-coat of a cement mixture without fiber is sprayed first, using some kind of hopper gun. This thin first layer, which some call a face coat, is followed with a “backer layer” that contains AR glass fiber and may or may not contain aggregate. Most decorative GFRC products consist of these two layers, with most contractors hand-packing the second layer. Some contractors, such as Jim Ralston, owner of Urban Concrete Design in Phoenix, Ariz., use a three-mix design process, with two layers of back coat typically applied by hand.

On the other end of the spectrum are Silberman and Cook, who have invested about $40,000 in top-of-the-line GFRC equipment from the British company Power-Sprays. They bought a peristaltic pump, which operates with a squeeze motion, and an overhead boom that delivers the GFRC premixed (with the chopped fibers already in the mix) to a mold. The peristaltic spray station came with a mist-coat gun and a premix spray gun. It also included a concentric chopper gun fed by a spool of glass fiber that’s chopped into short fibers and blended at the nozzle, but Silberman and Cook have yet to use it, sticking with fiber-fortified premix. “We haven’t had a chance to use the chopper gun,” Cook says. “There’s a big learning curve with that piece of equipment and so far we haven’t had any projects that have required the strength you get from using it.”
They also acquired a computerized high-shear mixer that enables them to mix 25 gallons at a time. “It sits upright, like an old-fashioned kitchen mixer,” Silberman says.
The benefit of this pricey equipment, he continues, is that the mechanized process greatly increases the strength of the GFRC because it doesn’t break up the fibers when it’s mixing. It also allows Cook to pour even thinner panels with higher flexural strength and cast in less than half the time it would take to cast out of a bucket.
Pump options
There are less expensive peristaltic pumps out there than the Power-Sprays model, Cook says, that will still give you better results than you would get by hand. Gulfstream Manufacturing Group Inc., for example, sells a small unit made to spray gunite that can be adapted for GFRC, he says.
Benron Equipment and Supply in Van Nuys, Calif., just introduced Vortex, a portable and versatile peristaltic pump that’s made in the United States. “Compared to the competition, we’re very aggressive with our price,” says Benron owner Ron Zagorsky. His machines retail for $7,500, he notes, while others can cost upward of $12,000 or more.
There’s a gas-powered Vortex for exterior finishes and an electric model for interior finishes. Both feature hydraulic systems and built-in air compressors. The Vortex’s hydraulic system has so much torque that it allows contractors to finish jobs much faster than with a comparable machine equipped with an electric motor with worm drive, Zagorsky says.
“What’s unique about my system is that the gas kit and motor can be interchanged with the electric motor,” he says, adding that he believes he has the only gas-powered peristaltic pump on the market today.
Zagorsky says the Vortex machines, just like their British counterparts, have no internal moving parts that can come in contact with the product being pumped. “A rotor will cut the strength of GFRC by shredding the fiber,” he says. “The pushing motion of my machines makes sure the fibers stay in their original condition. When they hit the surface, they stay where they are supposed to.”

His application methods involve a peristaltic pump and a spray gun, as well as hand-packing.
Mixer before pump?
Driver, with NEG America, says smaller contractors should consider buying an upright mixer before they purchase any pump. “Most low-volume manufacturers use a hand-held drill to mix, which takes approximately 40 minutes to mix 250 pounds of material. A high-shear mixer can do this in less than five minutes.” A good mixer runs about $13,500, he says. “It’s a good investment for anybody doing more than 200 square feet per day.”
Another big seller, and a good addition to a small architectural producer’s toolbox, is the Power-Sprays MK3 hopper gun, which retails for about $420. “The gun portion articulates, so the hopper remains level while spraying at different angles,” Driver says.
Ball, with Ball Consulting, also recommends the same gun, which he concedes is much more expensive than the typical products sold in the big box stores. “Yikes – that was my first reaction to the cost, until I used one during a training session,” Ball admits. “Its size and maneuverability, the control of the spray pattern and the ease on your back made me a convert. It is used to spray the face mix, which can contain aggregate up to 1/8 inch.”
Fishstone has a variety of bundles for the GFRC user, including a replenishment kit and a full starter kit. For $1,125, a wet-caster who wants to try his hand at GFRC can buy a starter bundle that includes a mixer, hopper gun, glass fiber, glass scrim, acrylic curing polymer, and full compaction rollers that resemble paint rollers with nodules. The rollers are used between coats to remove air pockets.
“The main thing a contractor should keep in mind when dealing with GFRC is that there’s not one correct way to handle the material,” Fischer says. “There are multiple ways you can manipulate it and still get the right results.”
www.ball-consulting-ltd.com
www.benron.com
www.concretecountertopsupply.com
www.power-sprays.co.uk









