Ernie Archuleta is technical services manager for Concrete Solutions. He was on-site for an installation of a roughly 40,000-square-foot epoxy flooring job for an auto dealership in Arequipa, Peru. This job was completed by a Rhino Linings Corp. contractor using Epoxy 200 Primer, Concrete Solutions Color Flake System, and HP Urethane Topcoat.
The project at a new Toyota dealership took 10 days in October 2013. Because this 40,000-square-foot area encompassed outdoor service bays, customer waiting area and indoor parts department, this was an area that customers would see but also an area where the cars and trucks would be worked on. The flooring needed to be both durable and attractive, with customers walking through the area and heavy tools potentially being dropped on it, as well as vehicles being driven over it on a regular basis.

Rhino Concrete Solutions of Peru chose to use the Concrete Solutions Color Flake System for the job. This system installs quickly and has proven itself to be durable, which were both key components for this job. The floor had to be ready by the grand opening date.
The contractor ground and washed the concrete flooring to level the surface and remove debris, dirt and oil that might interfere with bonding. Concrete Solutions tinted Epoxy 200 primer was applied in two colors, medium grey or light grey depending on the location. The tinted Epoxy 200 served as both a primer and base coat on this large job.

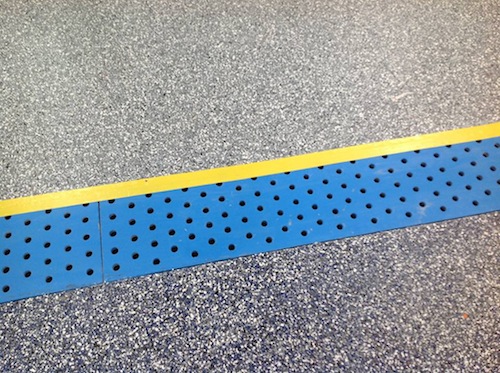
While the Epoxy 200 primer was still wet, four colors of chips – blue, orange, charcoal and green – were broadcast to the point of refusal into the primer, meaning all of the epoxy was completely covered with the flakes and no epoxy was showing. “Since the Epoxy 200 primer was colored and is not UV-stable, it was important to have a full broadcast to avoid it yellowing or degrading in the sun,” says Archuleta.
After 12 hours and the surface was dry, the flakes were scraped with metal squeegee into piles, picked up and placed into boxes and marked as used chips. “We scraped the floor in two directions, and once all the flakes were removed we used a leaf blower and gathered the remaining flakes,” says Archuleta. “Since we cannot mix new and old chips together, and due to the size of the project, when we had collected enough of the used flakes to cover an area we reused them in a different section of the job to avoid any waste.” The floors were sealed with two coats of HP Urethane because it is UV stable. The entire project took an eight-person crew eight days to complete.

The Color Flake System provides excellent resistance to chemical, oils and UV exposure, which makes it perfect for this application. By using different color chip mixes, the contractor was also able to define certain areas of this large space for specific uses, like the service bay or public waiting areas. The color flake system turned a large outside work area into an extension of the showroom with a professional flooring treatment.