


Before we get into casting a hood let’s review a couple of very important preliminary steps we need to take beforehand.
In order to build our molds we have to know what type of blower unit we need to accommodate, which gives us a parameter to follow for size.
Second, we need to know the space the entire Hood has to fit in. This includes the cabinets, stove, widths, heights and so on. This can be considered the external structure of the hood.
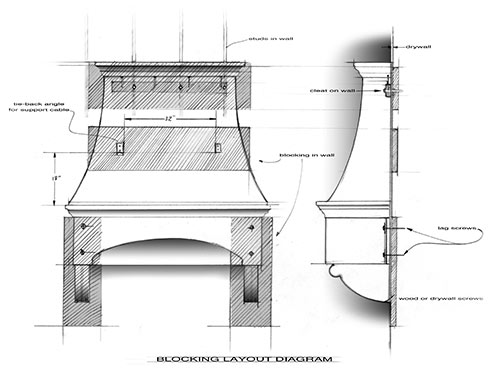
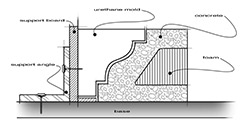
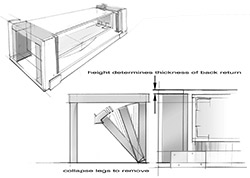
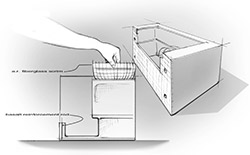
The next logical component will be the internal supporting wall structure that is not actually part of the hood. We need to have the contractor install blocking to allow for weights and provide the installer/builder with the specified components before the wall is closed, tile is installed, or other structures are installed. The diagram at left (above the title of the article) shows how to specify for blocking in the wall for the design we are using.
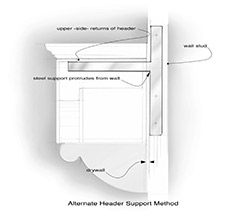
Another optional support mechanism is a wall bracket used for supporting floating vanities. This can provide the structure necessary to carry not only the Header but also the Breast. You will just specify the locations differently, and the cables are unnecessary at this point.
The blocking diagram should show an entire area that is the minimum required coverage, and the blocking should be specified as a “2x thick” material that is screwed into the supporting studs. The weight of the entire structure needs to be supported by the blocking materials. The blocking for the header will accept 3/8-inch lag bolts, the bracket will need drywall screws for support and stabilization, and the front of the header will be supported by cables that tie back into the upper blocking within the Breast.
These drawings need to be submitted with the designs and the expectation of who is responsible for the blocking should be outlined as well.
A few details about the casting
The finish of the hood needs to coincide with the complexity of this application. The expectation of the final outcome, and how you will accommodate errors in the finish, holes, sags, and other blemishes especially considering the mold is assembled as you spray, make it difficult to make a perfect crème finish. It is recommended that you use a textured finish, such as the J&M Lifestyles signature limestone finish used in this article. Secondary and tertiary process levels such as staining, glazing, acid staining, distressing and microtopping techniques after casting gives the fabricator a tremendous level of security and salvage ability in the case of errors or the occasional blemish.
Many of the components of this hood are rather simple and the level of understanding and difficulty is quite low, so we will go over each piece by level of complexity starting with the easiest first. We will be explaining the application of the cast using a bagged GFRC product from SureCrete Design Products to avoid the need to explain mix designs. We will be utilizing a material that is very well suited for adaptation and has superior attributes when exposed to fire and heat. Traditional acrylic-modified GFRC cements are not as stable with high heat as a nonacrylic modified cement, and they are not suitable for the supportive structures and compressive strengths needed here.
1. Casting Brackets
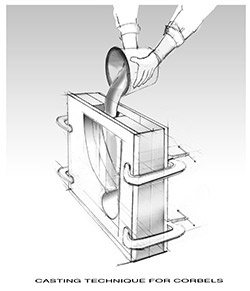 The brackets are simple molds, two halves in fact, that comprise a fully finished 4-inch thick component. This mold can be cast in one piece if the two halves are put together and the back of the mold is exposed so you can pour in the Surecrete Xtreme casting mix. This method will add weight to the overall finished product but be quicker to cast.
The brackets are simple molds, two halves in fact, that comprise a fully finished 4-inch thick component. This mold can be cast in one piece if the two halves are put together and the back of the mold is exposed so you can pour in the Surecrete Xtreme casting mix. This method will add weight to the overall finished product but be quicker to cast.
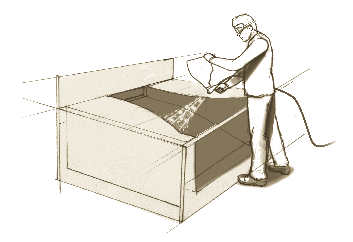
The other consideration is the finish. This overall hood design will require the strength of a high-fiber mix and the complex shapes can’t be cast using “B” molds. So, in order to create pieces consistent with the finishes of the other components, for example the Header and Breast, we need to spray the face mix into the molds first, put the two halves together, brush the seams, then pour in the casting mix.
There is an architectural detail on the centerline of the brackets so as to limit the obtrusiveness of the seam. This can be molded in, hand cut, or ground in after the cast.
If cast separately the two halves will be put together using a urethane adhesive such as PL Premium before finishing. Be sure not to allow the adhesive to expand out onto the face disturbing the finish on the surface of brackets. Urethane adhesives are helpful when bonding cementitious products in that they expand and adhere well to surfaces that have moisture present.
|
|
|

2. Moldings
The moldings are separate transitional components of the hood design. They add depth, support the design context (in this case, a traditional design that has a more embellished visual aesthetic), make each individual part more manageable and smaller, and allow adjustment in the overall height.
The molds used here are urethane mantle molds available through Infinicrete, the company I do product development for. These cast components can be made with fabricator-made urethane molds or shaped PVC molds. You can even substitute wood as a single-use material. This design allows for diversity in mold application.
The sizes of all components are adjustable and the only component that justifies the size of the actual hood is the Header Face panel. This is the only mold face that is not adjustable. The value of making a hood this way is that subsequent mold costs are very small, even with varying sizes.
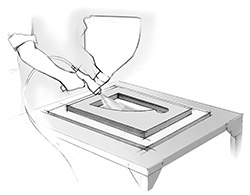
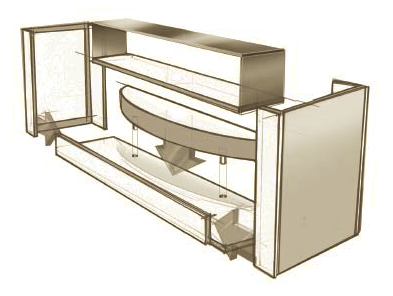
The main mold is an 8-foot length of molding that is held upright on the base mold face (typically melamine or architectural concrete-faced plywood) with a steel or aluminum angle. The two side molds are also held in place with angles, and the end of each side mold is coped to fit snug against the face mold without the need for silicone.
These three pieces will accommodate any size molding in a monolithic U-shaped part up to 8 feet wide and 40 inches deep. Diagrams on this page show how the inside of the molding has stops to finish to and how foam is used to support the GFRC material to reduce the overall weight.
The molding holds little weight, especially the one on top of the hood. The important areas to consider are the ends that meet the wall on the transitional molding between the Header and Breast, since this is where the Breast will be shimmed so the weight is transferred only to the bolted area of the Header and not the forward cabled section.
|
|
|
 3. The Breast
3. The Breast
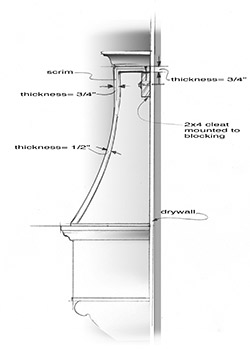
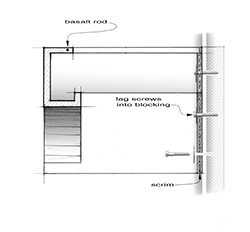
After you have built the mold for the Breast, the casting is simple. The Breast will be fastened and supported in at least two places. The top return flange will carry the weight and be screwed into external blocking that will be lagged into the studs in the wall. Alkali-resistant fiberglass scrim is recommended to tie in the top area.
 The thickness of the Breast overall should be all GFRC. It should be 1/2-inch thick and up to 3/4-inch thick near the top of the breast. All termination points to the wall should have flanges for dimensional stability and support. These flanges can also provide more surface area on which you can use acrylic mastic to adhere the breast to the substrate, usually sheetrock. The base of the Breast where it meets the intermediate molding is where the shimming will carry the weight of the breast at the wall. Scrim on the two sides of the breast will allow for greater attachment strength to the wall. These areas will be cast thicker, 3/4-inch to 1 inch thick, and No. 8 drywall screws will attach the top of the Breast to external blocking.
The thickness of the Breast overall should be all GFRC. It should be 1/2-inch thick and up to 3/4-inch thick near the top of the breast. All termination points to the wall should have flanges for dimensional stability and support. These flanges can also provide more surface area on which you can use acrylic mastic to adhere the breast to the substrate, usually sheetrock. The base of the Breast where it meets the intermediate molding is where the shimming will carry the weight of the breast at the wall. Scrim on the two sides of the breast will allow for greater attachment strength to the wall. These areas will be cast thicker, 3/4-inch to 1 inch thick, and No. 8 drywall screws will attach the top of the Breast to external blocking.
The face mix will provide a consistent finish. You will use gauges to maintain consistent and correct thicknesses throughout. The diagram below shows how to make a gauge. It is also acceptable to use scrim throughout the breast component.
|
|
|
|
4. The Header
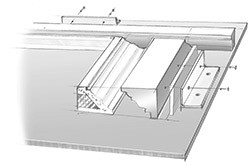
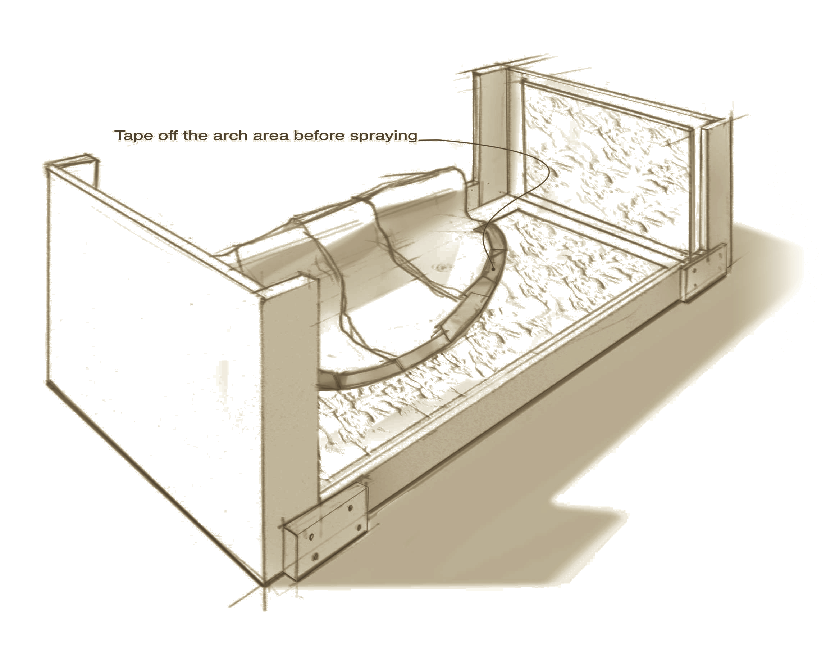
The Header is a complex component. The spaces required to support and house the blower and filtration unit — combined with structural needs — create small and involved areas that are challenging to accommodate in a monolithic part. This will require a mold that is easily disassembled to spray a face coat that will allow for a monolithic finish in the final part.
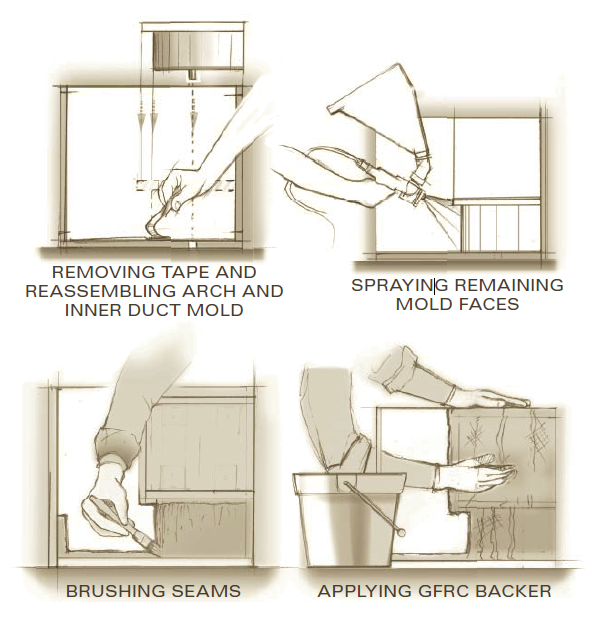
Once sprayed, the different mold faces need to be fabricated in such a way that the assembly is rapid and simple so the face mix can be brushed at the seams.
Another advantage of using the SureCrete Xtreme series of products is that there are no acrylic or hardeners in the mix. It is nearly impossible to “lose” the mix, a problem caused by the heat and time constraints of acrylic-modified cements that can result in crazing in the face mix and separation between the layers.
|
|
|
|
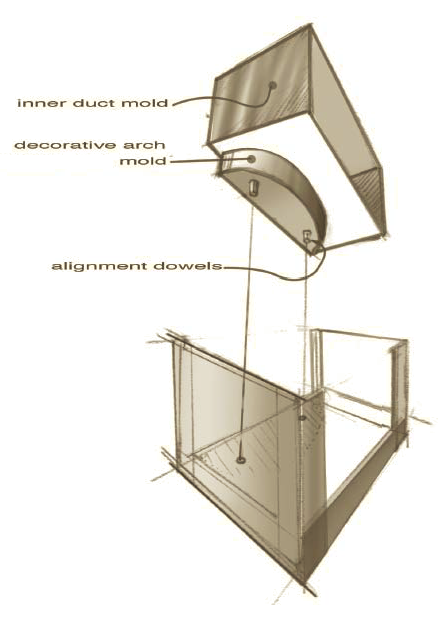
The individual panels, when removed, need registers to align the faces so you do not damage the sprayed face mix during assembly.
You also must consider the areas that will be sprayed with face mix and, if not masked, would keep the mold from closing tightly.
 In the diagrams on this page, we show stages of the process and pictures of a mold with dowel registers.
In the diagrams on this page, we show stages of the process and pictures of a mold with dowel registers.
The finishing of the header is crucial. The distribution of reinforcement and scrutiny of the application of GFRC, assuring the greatest level of workmanship, is what makes this design functional.
In the next issue of Concrete Decor, Jeff Kudrick will describe the installation procedures for your new concrete hood. In the previous issue, he discussed designing the hood.

HOW TO MAKE A SIMPLE GAUGE
• Start with a 3/4-inch square block, 3 to 6 inches long.
• Predrill hole
• Drive in nail
• Cut off head of nail
• Sharpen and verify length










