



Concrete furniture has been around for as long as concrete countertops have. In those early days, concrete furniture was primarily made out of precast concrete. Since it needed to be reinforced with steel, the concrete tended to be thick, massive and heavy. This made large, thin and delicate pieces impractical or impossible.
The current trend towards using glass-fiber reinforced concrete (GFRC) has changed that. GFRC is a form of concrete that has inherently high flexural strength. It can be easily shaped into complex, three-dimensional shapes that don’t need to be thick to be strong.
Furniture-making in and of itself can be challenging. This is because the object being made often has to be functional, ergonomic, durable, lightweight and portable. Plus, it has to be aesthetically pleasing. These challenges can be daunting when it comes to using concrete as the material of choice. Even GFRC, with its higher flexural strength and ease of molding, has limitations.
GFRC has a density almost four times greater than wood. However, wood’s flexural strength is roughly four times greater than GFRC’s. This means that your design must accommodate GFRC’s strength-to-weight disadvantage. This doesn’t mean GFRC is inadequate. It simply means that it may not be possible to replicate the thin, delicate lines of a particular design based on wood.
Still, with a bit of care, understanding and adaptation, concrete best known for flat two-dimensional slabs can be crafted into stunning three-dimensional pieces.
Why GFRC is the right stuff
GFRC is concrete, but it’s the fiber reinforcement that creates the high flexural strength necessary for thin, lightweight shapes.
Flexural strength is also called bending strength, and it is this characteristic that is the most important when it comes to making a durable, high-strength material.
In the past I’ve discussed steel reinforcing principles in great detail. But to appreciate the benefits of GFRC I think it’s worth summarizing the significant differences (and advantages) that GFRC has over steel-reinforced concrete.
Conventional steel-reinforced concrete has two important and very different components: the concrete and the steel reinforcing material. The concrete is often an aggregate-based mix, but it also can be a mortar or all-sand mix.
Either way, the unreinforced concrete component can be described as a highly brittle material with high compressive strength and low flexural strength. This means the unreinforced concrete portions of the piece are very strong in compression but will crack fairly easily if they are bent or flexed the wrong way. The steel reinforcing is structural steel very high in tensile strength. Its job is to resist all of the tension forces that are developed in the concrete when the concrete object is flexed.
With the right design and construction the steel completely resists the tension forces and doesn’t stretch to the point where the concrete cracks and those cracks become visible. Good industry practice (and the laws of physics) dictate that steel reinforcing in this application should be placed close to the area with maximum developed tension. In all beams, that area is near the face that stretches the most when it’s flexed.
Bending strength
Greater bending strength is obtained when the distance between the compression face and the tension face is large. This is the main reason floor joists are oriented so they are tall and skinny, not wide and short.
Because the steel must be embedded inside the concrete and the concrete piece still has to be easily constructed, strong, steel-reinforced concrete beams tend to be relatively thick and therefore heavy.
Further complicating things, concrete furniture tends to be moved and handled much more frequently than countertop slabs, so the concrete gets flexed much more often and it is frequently flexed in different directions. To resist the flexing, the steel reinforcing must be placed everywhere tension is anticipated, which is sometimes challenging to predict and often very difficult to achieve. These two factors make steel-reinforced concrete less than ideal for most concrete furniture applications.
In contrast, GFRC is essentially a single material that encompasses the concrete and its reinforcement. Yes, there is a thin, decorative, nonstructural face coat that hides the fibers, but the principal strength element is the GFRC backer coat, the bulk of the material. Because the glass fibers are mixed into the concrete, the strength is more or less the same everywhere. Not only is the material much easier to cast, but it behaves more uniformly, a great benefit to furniture that gets pushed and pulled and moved often.
That said, GFRC must be made correctly. The right kinds of fibers should be used in the right amounts and the concrete should be cast in the correct way. Too often GFRC is made incorrectly, and the result is disappointment and failure.
Use the right fibers
GFRC gets its strength from a high volume of alkaline-resistant (AR) glass fibers. The glass is treated with zirconia to resist the highly alkaline environment inside concrete. Alkalinity will weaken ordinary glass fibers (those used in fiberglass applications like boats and spas), so the first key to success is to use the right kind of fiber.
Use the right amount of fibers
Because AR glass fibers account for about a third of the material cost of GFRC, there is a disturbing tendency to use fewer fibers in order to save money. This is not a good idea, because using less fiber creates GFRC that is weaker and more brittle.
GFRC gets its strength from the fibers, and lower fiber contents dramatically reduce the flexural strength. Generally a minimum dose of 3 percent fiber provides useful flexural strengths. Reducing this to 2 percent or less can drop the flexural strength so much that the result is little better than unreinforced concrete. In contrast, increasing the fiber content to 4 percent or even 5 percent can boost the flexural strength significantly, provided it is cast properly.
Cast the right way
Another disturbing tendency is to make “self-consolidating” GFRC backer coat. The idea is that soupy GFRC is easier and faster to cast. This also creates GFRC that is weaker and more brittle.
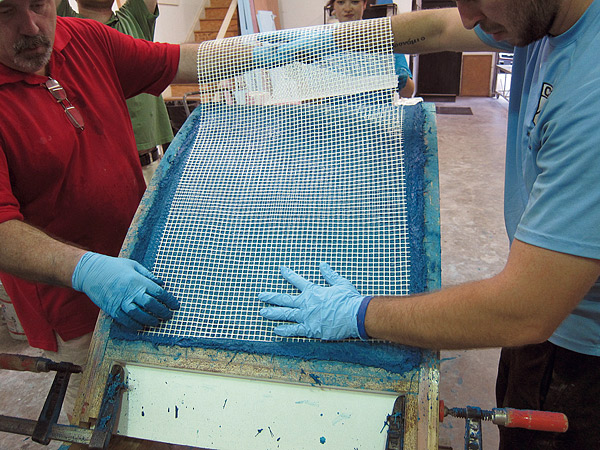
GFRC that is made to be highly fluid and then simply poured into a mold has its fibers randomly oriented, so only about 5 percent to 10 percent of the fibers are able to provide any meaningful strength. GFRC’s whole purpose is to have high flexural strength, and that can only be achieved by applying the GFRC in thin layers and then compacting each layer with special rollers. This compaction process orients the fibers into a more two-dimensional configuration, dramatically boosting the fibers’ effectiveness because 30 percent to 50 percent of the fibers are now optimally oriented. In addition, AR glass mesh, also called scrim, can be laminated into the GFRC to boost the flexural strength even more.
The concrete used to make thin, lightweight and functional pieces of furniture requires a material with a high flexural strength. Correctly made GFRC is formulated to provide these high strengths, so to ensure your concrete furniture is strong and durable, you must make the GFRC correctly.
GFRC is an ideal material for creating concrete furniture, such as the examples included below.

Furniture Pieces that Showcase GFRC
To illustrate what GFRC can do in furniture form, Jeffrey Girard describes three projects — a table, a lounge chair and an S chair — that show off the strengths of the material.
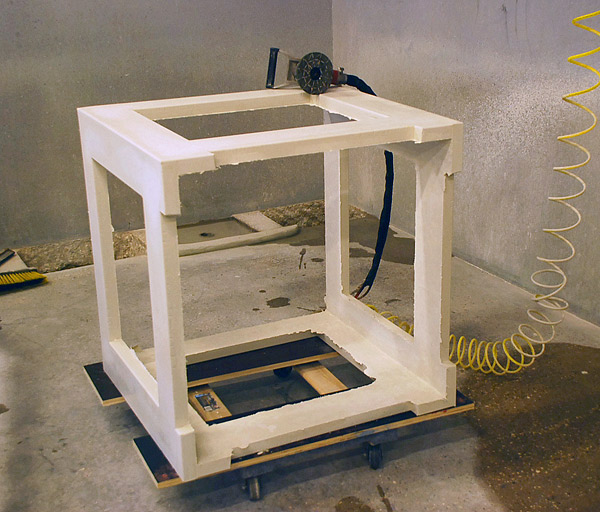
A cube table and base
This cube table was a project that I completed when I was in the Cayman Islands a couple of years ago. My student and friend Terry Wilson who lives there made the tabletop as a gift to a close friend. It was designed to be an outdoor dining room table spacious enough to fit eight people around it.
The top was polished GFRC with embedded glass hand-placed by his friends prior to casting. The original idea was to make the base out of Jatoba, a kind of mahogany-like hardwood. I became involved when I learned that the friend’s wife just had a baby and that the table would be a surprise present. She was due to return home in a week’s time, and there wasn’t any Jatoba on the island. So I designed a monolithic GFRC base for the table. In less than five days it was formed, cast, processed and installed.
Two big advantages that GFRC offered are that it is weatherproof, not requiring maintenance, and that it can be made heavy. Hurricanes are always a concern in the Caribbean, and outdoor furniture either has to be very light, so it can be moved easily, or massive so that it won’t blow away. With the solid top on it, the base and table weighed more than 500 pounds, giving the clients peace of mind.
The top and the base
Both the top and the base were made using white portland cement and local sand. This gave the concrete a warm cast and helped it fit in with its environment.
Because I was using concrete instead of wood, I wanted the overall look to suggest a wooden base design. The clean open-frame design gave the piece a visual lightness, and the lower horizontal braces gave the legs strength and stability.

The forms were built in two halves so that the mist coat could be sprayed onto all of the visible surfaces. The mating surfaces where the two halves came together were masked with blue tape. This kept the form surfaces clean when the mist coat was sprayed on. We peeled off the tape just before bringing the two halves together, then brushed the joint with more mist coat to create a seamless corner.
After that, the backer was applied in thin layers, one face at a time. This ensured the backer would stick to all of the form surfaces, especially the face that was upside down. The form was rolled after each face had a layer of backer applied and then compacted.
The forms were built on a Tuesday and the table cast on Wednesday. Thursday the piece was stripped, the interior honed, and stainless-steel feet were epoxied into holes drilled in the bottom of each leg. On Friday the base and top were delivered, assembled and enjoyed.

A lounge chair
The first concrete lounge chairs I ever saw were in a magazine about 10 or 12 years ago. They were clean, simple S-curves that inspired me to create my own design. But unlike the thick and massive “vintage” lounge chairs, I wanted mine to be thin, slender ribbons of concrete.

Designing a lounge chair is different from designing a table base. The table base design was fairly straightforward and simple, since it really wasn’t meant to be moved frequently and comfort wasn’t a consideration. In contrast, chairs are quite challenging because they have an ergonomic intimacy that most other furniture lacks. A chair must support you, it must be comfortable, and it must look good doing so. Furthermore, most chairs need to be light enough to move but strong enough to safely support most people’s weight.

First steps
My first step in the design was to identify a comfortable body position. I sat on the floor in my living room and used pillows to create the back and knee support that I wanted the concrete chair to have. A little trial and error was necessary. After taking a few key measurements, I drew up a design in a 3-D graphical modeling program. A few revisions later and I had the plans for building the forms.
I used smooth laminate as the casting surface and bendable plywood for the curved substrate that supported the laminate. I cut the ribs, spines and sides out of plywood. Plywood is used because it’s more durable and I wanted to make this mold reusable. To waterproof the plywood I coated it with epoxy.
A simpler step would have been to cut the sides out of melamine. However, this would require remaking new ones each time a new chair was cast. Melamine readily absorbs moisture through the cut edges and it swells, making the forms single-use.
Casting the lounge chair begins like almost all other GFRC castings. The first step is a spraying a mist coat into the mold. Then apply and compact a thin layer of backer.
Because the chair is thin (only 3 centimeters thick), I laminated scrim into both faces of the chair, close to the visible face and close to the underside. This was to ensure that regardless of how the chair was flexed it would not crack or break.
The underside of the chair was finished by troweling on a thin layer of mist coat. They did this so no fibers would be visible. A light honing smoothed the back and edges, and hand-sanding finished the rest of the surfaces.

One more GFRC furniture piece: the S Chair
The S Chair is the creation of Peter Bennett of Future Concrete Designs, one of my students in Australia. This chair has an interesting back story that I’d like to share. Like many people, Peter has started a concrete bench-top business. They call countertops “bench-tops” in Australia. His business includes his whole family. Peter’s daughter, Paris, told him she needed a new chair for her desk. She wanted the chair to be her dad’s concrete, so she sketched out an S-shaped chair for him to make.

Peter and I discussed forming and construction methods. His formwork and casting process mirrored those I used for the lounge chair.
Since he’s my student, he used my mix design, which gives him a very strong GFRC mix. He cast three of these chairs: one for his daughter, one in a different color, and one for testing. Peter’s challenge was to make a chair that was light enough for his daughter to move. However he wanted it strong enough for adults to use. At just 50 millimeters (2 inches) thick, Peter’s test chair withstood 100 kilograms (220 pounds) dropped from 1 meter (3 feet) high. This is more than adequate for a chair designed for a young girl!
www.futureconcretedesigns.com.au










